
Сегодня быть специалистом в области рекламы не так просто. Новые ...
Подробнее-->
Согласно официальному заявлению депутата Заксобрания Ленинградской ...
Подробнее-->
Как недавно стало известно из источников зарубежной прессы, уже к ...
Подробнее-->Обработка листов SATIN GLASS

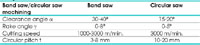
Пиление и резание
Разрезать Satin Glass можно обыкновенным оборудованием для обработки дерева или металла, а также лазером. В большинстве случаев используется дисковая пила для прямых резов и ленточная пила или фреза для вырезания криволинейных форм. Ленточная пила подходит больше для вырезания заготовок перед формовкой, так как при такой порезке нет необходимости в получении четкого среза (для резки литьевого акрила используют ленточную пилу со скоростью вращения 700-800 м/мин.). Для получения чёткой и гладкой поверхности при вырезании сложных форм рекомендуется использовать фрезу. Дисковые пилы позволяют производить прямые точные разрезы с четким срезом (при резке литьевого акрила применяют дисковую пилу с армированными карбидом зубьями со скоростью вращения 800-1200 м/мин). При проведении мелких работ могут применяться пилы с лезвием для лёгких металлов. Применение лобзиков и ручных пил также возможно.
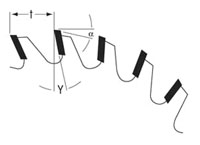
Для получения чистых поверхностей среза оборудование должно быть высокоскоростным и безвибрационным. При высокой скорости резания и минимальной скорости подачи можно получить качественную кромку. При резке Satin Glass с помощью высокоскоростных циркулярных пил рекомендуемая скорость вращения диска — 4000 об./мин. Для обработки необходимо использовать диски диаметром 250 мм, изготовленные из быстрорежущей стали или армированные твёрдым сплавом. Во избежание деформации зубья пил должны быть не разведёнными.
Режущие поверхности инструментов должны быть остро заточены. Уже незначительно изношенные инструменты приводят к нечистым поверхностям среза и могут вызвать повреждение заготовки или самого инструмента. Satin Glass легко поддаётся механической обработке, но из-за малой теплопроводности быстро нагревается в зоне резания. Поэтому обработку следует вести при наименьшей глубине срезаемого слоя, но с большими скоростями резания. Важно использовать системы охлаждения. В качестве охлаждающих средств подходят вода, растворимые масла, парафин или воздушная струя.
Резка лазерным лучом имеет ряд преимуществ: исключительная точность порезки, малое количество отходов, разрезы высокого качества, требующие незначительной шлифовки. Однако данный способ способствует появлению высокого внутреннего напряжения материала, и дальнейшее склеивание таких поверхностей не рекомендуется.
Сверление
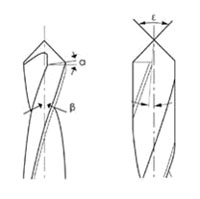
Сверление Satin Glass производится при помощи стационарного или мобильного сверлильного станка с использованием специальных свёрл для лёгких металлов из быстрорежущей стали повышенной производительности, специально заточенных для сверления экструзионного оргстекла. Можно применять спиральное сверло с углом при вершине 60-90º. Передний угол γ должен затачиваться в пределах от 4º до 90º. Только в этом случае можно будет избежать выламываний около отверстий при выходе сверла из листа. Задний угол α должен быть величиной минимум 3º. В случае глубокого сверления рекомендуется часто поднимать сверло с целью извлечения стружки и ограничения нагрева материала.
При сверлении Satin Glass используются любые металлические винтовые свёрла. Коэффициент поправки диаметра сверла +0,05 мм относительно диаметра отверстия. Во избежание внутренних напряжений при сверлении необходимо охлаждение режущего инструмента и материала охлаждающими смазочными жидкостями или сжатым воздухом.
Фрезерование
С помощью фрезерного оборудования можно обработать края распила, сделать закругления и создать криволинейные поверхности, а также снять кромку с формованной детали. Кроме того, фрезерованированием можно удалять фланцы. Для Satin Glass можно применять стандартные фрезерные станки по возможности с более высокой скоростью резания. В качестве инструментов обычно применяются многолезвийные цилиндрические фрезы, а также крупнозубые двухлезвийные или врезные концевые фрезы, качественно удаляющие стружку.
Гравировка
В большинстве случаев производится при помощи рыхлителей, устанавливаемых на пантографы и оснащённых фрезами малого диаметра (2-6 мм) различного профиля. Также могут использоваться лазерные режущие станки, которые позволяют производить гравировку путем ограничения глубокого действия лазерного пучка.