
Сегодня быть специалистом в области рекламы не так просто. Новые ...
Подробнее-->
Согласно официальному заявлению депутата Заксобрания Ленинградской ...
Подробнее-->
Как недавно стало известно из источников зарубежной прессы, уже к ...
Подробнее-->Пластики ПВХ (Kommerling) Механическая обработка
Представленные ниже описания дают общее представление о различных методиках обработки листов жесткого ПBX. Указанные в таблицах значения, результирующие многочисленные испытания, являются только справочными и не могут быть взяты за основу для всех способов обработки.
Листы KOMACEL, КОМАТЕХ, KOMADUR могут быть обработаны с помощью почти всех средств (инструментов и механизмов), используемых при обработке древесины и металла. Обработка осуществляется при высокой скорости резки, медленной подаче и малой глубине прорезания.

Обычно нет необходимости охлаждать место разреза и рабочий инструмент. Между тем, рекомендуется быстро удалять возникающее при обработке тепло и стружку и контролировать качество разреза и состояние инструмента. Для глубоких разрезов необходимо частое охлаждение для того, чтобы избежать смазывания материала. Это возможно осуществить при помощи сжатого воздуха или воды (холодной эмульсии). Удаление стружки и пыли производится в соответствии с рекомендациями применяемых «Правил безопасности».
Для всех способов обработки рекомендуется во что бы то ни стало избегать образования глубоких трещин и прорезей на других участках, что может повлечь за собой преждевременный разрыв и разрушение материала при прикладывании нагрузки.
Для того, чтобы добиться гладкой глянцевой поверхности рекомендуется осуществлять обработку полировочными дисками (с использованием фетра, сизаля, хлопчатобумажной кисеи) или войлочной лентой. Возможно также применять для этих целей полировочную или абразивную насты.
Края, образующиеся при резке, сверлении или фрезеровке, могут быть в дальнейшем обработаны с использованием плоского скребка (угол сечения — 15°).
Справочные данные условий резки и форм сечений представлены в таблице 1 и имеют отношение к различным способам обработки.

Листы жесткого ПBX рекомендуется пилить с помощью циркулярных и ленточных пил со скоростью резки, достигающей 3000 об/мин. В зависимости от толщины листов необходимо использовать лезвия с шагом зубьев от 5 до 10 мм. Для циркулярных пил рекомендуется применять углеродосодержащие диски с плоскими трапецеидальными чередующимися зубьями. Диаметр (d) и число зубьев (ZZ) зависят от материала, типа используемого оборудования и скорости вращения (например: для KOMACEL — d 300 мм, ZZ 96, скорость 4000 — 5000 об/мин, пила горизонтального или вертикального расположения).
Для того, чтобы добиться ровных, четких краев без сколов и трещин, листы требуется фиксировать перед распиливанием так, чтобы избежать любой вибрации. Это очень важно для листов малой толщины (от 1 до 3 мм), которые будут пилиться по одному или пачкой. Для резания листов толщиной в 1 мм, рекомендуется использовать ножницы-гильотины.
Таблица 1
Указательные значения обработки листов KOMACEL, KOMATEX, KOMADUR
| Процессы обработки | Геометрия | Komacel Komatex |
Komadur |
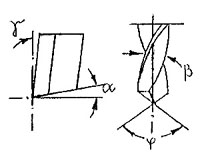
| Сверление
|
α — вспомогательный угол (град.)
β — угол вращения (град.) γ — угол сверления (град.) φ — угол заточки (град.) s — подача (мм/об) v — скорость резки (мм/мин) |
8-10
30 3-5 80-110 0,2-0,5 50-100 |
8-10
30 3-5 80-110 0,1-0,5 50-100 |
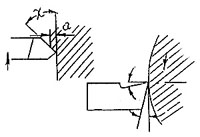
| Точение
|
α — вспомогательный угол (град.)
γ — угол освобождения (град.) χ — угол выработки (град.) s — подача (мм/об) v — скорость резки (мм/мин) a — глубина прохождения (мм) |
15
0-5 45-60 0,1-0,3 200-500 до 6 |
5-10
0-10 45-60 0,1-0,3 200-500 до 6 |
Фрезерование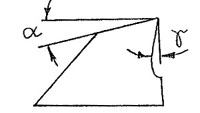 |
α — вспомогательный угол (град.)
γ — вырезающий угол (угол освобождения) (град.) s — подача (мм/об) v — скорость резки (мм/мин) |
5-10
0-15 0,3-0,5 до 1000 |
5-10
0-15 0,3-0,5 до 1000 |
Пиление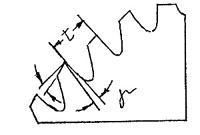 |
α — вспомогательный угол (град.)
γ — режущий угол (град.) t — градуирование (мм) s — подача (мм/зуб) v -скорость резки (мм/мин) |
10-15
0-5 0-8 5-10 0,1-0,3 до 3000 |
10-15
0-5 0-8 5-10 0,1-0,3 до 3000 |
В случае резки при помощи вертикальнодвигающейся пилы используйте только специально заточенные лезвия, и ни в коем случае — с разведенными зубьями (это касается пластичных материалов, в частности ПBX). Ручная подача должна быть регулярной и производиться с умеренной скоростью.
В некоторых особенных случаях разумно обратиться в консультационную службу Изготовителя лезвий пил.
Зубья лезвий из быстрорежущей стали или твердого металла должны быть направлены и слегка разведены. Лезвия пил из твердого металла улучшают качество резки и более долговечны.
!!! Всегда следуйте инструкциям, которыми снабжено используемое оборудование.

Все листы жесткого ПBX могут подвергаться сверлению с помощью обычных спиральных сверел (в соответствии с DIN 1412), у которых угол вращения β должен быть равен 30 град., угол заточки φ может быть равен 110 град., а угол сверления γ не должен превышать 12 — 16 град.
Скорости резки и подачи зависят от глубины сверления. Чем больше толщина листа, тем скорость резки должна быть ниже.
Для отверстий с диаметром более 20 мм рекомендуется использовать обоюдоострое сверло с направляющим стержнем. Для просверливания отверстий диаметром более 40 мм лучше применять циркулярную ротационную режущую кромку (например: сверло с центрированным наконечником).
Для грубой обработки комбинируют медленную подачу с большой глубиной разреза, при которых режущая кромка инструмента будет, по крайней мере, 0,5 мм для обеспечения гладкой, без царапин поверхности. Окончательная обработка осуществляется с глубиной резания — max 2 мм. При значительной скорости подачи скорость резания уменьшают во избежание разрывов материала.

Фрезы должны быть заточены специальным образом, в соответствии с требованиями к обработке ПBX. Конструкция фрез должна обеспечивать такой результат фрезерования, при котором оставалось бы достаточное пространство для образующегося объема стружки. Предпочтительно осуществлять обработку при значительной скорости подачи, большой глубине и умеренной скорости резки.
Листы KOMACEL, КОМАТЕХ и KOMADUR фрезеруются без сложностей, посредством новой техники фрезерования в 3D. Для этого универсальная головка снабжается специальной сферической фрезой и используется в комплексе с подходящим оборудованием.
Листы толщиной менее 3 мм можно резать с помощью кровельных механических ножниц. Резание должно осуществляться быстро и непрерывно при минимальной температуре окружающей среды — 20 С.
Листы толщиной менее 3 мм могут быть подвержены тиснению и штампованию с помощью отделочного фасонного ножа или матрицы и тампона. Рекомендуется использовать инструменты для штампования, заточенные с двух сторон. Режущий угол должен быть не более 70 град. Для облегчения обработки желательно нагревать листы до 30 — 40 град.
Помимо процессов холодной обработки можно применять другую технологию резки — струей воды. Этот метод, в частности, применим к листам жесткого ПBX KOMACEL, КОМАТЕХ, KOMADUR, в особенности когда необходимо вырезать детали сложной конфигурации.
Для листов толщиной 3 мм возможна обработка струей воды без примесей. При толщине листа 4 мм и более рекомендуется, добавлять абразив (например: кремниевый песок).
Скорость резания варьируется в зависимости от типа и толщины листов, а также от характера и качества оборудования. Именно это будет оказывать основное влияние на желаемое качество поверхности резки. Во всяком случае, качество и желаемый результат должны быть согласованы с заказчиком. Всегда в начале работы необходимо контролировать скорость резания для того, чтобы определить влияние этой скорости на качество поверхности резки.