
Сегодня быть специалистом в области рекламы не так просто. Новые ...
Подробнее-->
Согласно официальному заявлению депутата Заксобрания Ленинградской ...
Подробнее-->
Как недавно стало известно из источников зарубежной прессы, уже к ...
Подробнее-->Обработка алюминиевых композитных панелей DIBOND

Панели Dibond можно фрезеровать на стандартном оборудовании: (универсальных, вертикальных или горизонтальных фрезерных станках).
Для фрезерования листа используется специальный ручной инструмент — дисковый фрезер FESTOOL PF1200Е с V-образной фрезой. На предварительно размеченный лист при помощи шаблона устанавливается шина-направляющая, которая фиксируется струбцинами, и на шину-направляющую устанавливается дисковый фрезер. Необходимо учитывать, что шина-направляющая должна быть длиннее заготовки на 150 мм с каждой стороны. В зависимости от толщины материала и толщины алюминиевой прослойки на фрезер необходимо установить соответствующий сенсорный ролик. Сенсорный ролик отвечает за глубину фрезерования.
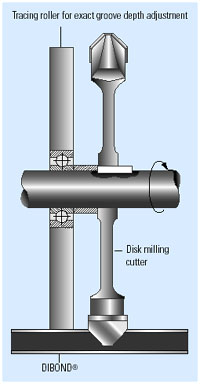
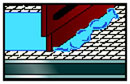
Разработанный новый фрезер является более совершенным электроинструментом в плане надежности и удобства работы. Обязательным условием качественно отфрезерованного паза является использование пылеудаляющего аппарата FESTOOL, так как при его отсутствии намного повышается риск попадания опилок под сенсорный ролик. При накатывании ролика на стружку он автоматически приподнимает фрезу, которая профрезерует материал в этом месте на недостаточную глубину. При попадании больших количеств стружки под сенсорный ролик о качественном выполнении работы можно забыть, а все дефекты после сгиба проявятся на внешней стороне. Если существует необходимость соединения двух различных листов или концов одного листа под прямым углом, то на фрезер необходимо установить фрезу 135°. Важным моментом в технологии изготовления объемной конструкции является то, что после фрезеровки всех намеченных пазов панель сгибается руками, поскольку не требуется применения особых усилий.
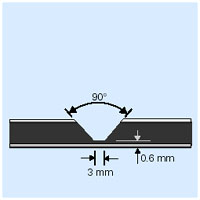
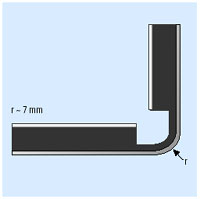
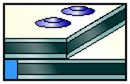
Фрезерование для сгибания под углом 90°
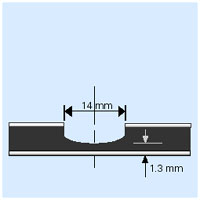
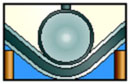
Фрезерование для сгибания под углом 180°
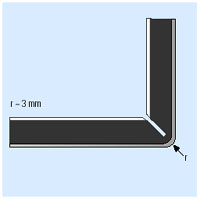
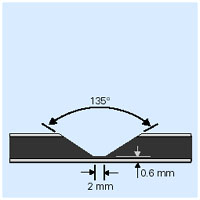
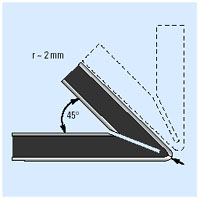
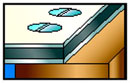
Фрезерование для сгибания под углом 135°
Точность фрезеровки достигается при соблюдении следующих условий:
Быстрорежущая сталь (HSS)
Скорость резания: макс. 3000 м/мин
Подача: макс. 25 м/мин
Для резки твердых металлов (НМ)
Скорость резания: макс. 5000 м/мин
Подача: макс. 30 м/мин

Dibond-может быть распилен циркулярной, ленточной пилой или ручным лобзиком следуя условиям, оговоренным для каждого-типа пил.
С помощью ручного лобзика. Dibond может быть вырезан по любому шаблону. Для вырезания круглых форм могут быть использованы циркулярные пилы с минимальным диаметром 100 мм. Использование надлежащих инструментов с точным соблюдением нижеуказанных условий приводит к четкости линии отреза и сводит к минимуму число зазубрин.
Для раскроя заготовок используется циркулярная пила погружного типа FESTOOL TS55EBQ со специальным пильным диском, а при наличии непрямолинейных участков электролобзик FESTOOL PS 300 EQ.
Полотна циркулярной пилы (из твердых сплавов):
Геометрия полотна: толщина резцов зубьев примерно 2-4мм, снаружи вовнутрь тоньше шлифованных для избежания зажима.
Геометрия зубьев: зуб формы трапеции, плоский.
Шаг зубьев (t): 10-12 мм
Свободный угол (α): 15о
Угол стружки (γ): 10о
Максимальная скорость резки (v): 5000 м/мин
Максимальная подача (s): 30 м/мин

Панели DIBOND можно сверлить спиральными сверлами обычно используемыми для алюминия и пластика в метало-обрабатывающих станках.
Сверло изготовлено из быстрорежущей стали (твердо-сплавное).
Варианты резцов (геометрия резцов):
Угол режущей кромки: 100-140 или цилиндрическая фреза для выборки гнезд с центральным острием.
Угол закругления: 30-45о
Скорость резки: 50-300 об/мин
Подача: 0,02-0,5 м/мин
Быстрое удаление стружки, в особенности от материала пластиковой вставки, достигается выбором высокой скорости, низкой подачей, частичным подъемом сверла и обдувкой сжатым воздухом.
Зенкование
Спиральный зенкер и насадочный зенкер для алюминия служат для сверления предварительно просверленных отверстий. Зенкованные отверстия имеют меньше неокруглостей чем проделанные спиралевыми сверлами. Конические зенкеры для алюминия служат для зенкования шурупов с потайной головкой в плитах DIBOND. Цилиндрические зенкеры и зенкеры под шейку винта для алюминия употребляются главным образом для зенкования головок шурупов или же для проделывания сквозных отверстий в плитах DIBOND.
DIBOND поддается пластической формовке общеизвестным способом обработки металлов и пластмасс. Некоторые особенности однако надо учитывать — наличие нескольких слоев разным материалов, обладающих различными свойствами.
Минимальный радиус изгиба: r = 15 х d

Как любой листовой материал, Dibond легко сгибается с помощью пресса. Лист Dibond размещается на краях пресс-формы и прессуется штампом. Угол сгибания определяется шириной пресс-формы и длиной хода штампа. Края пресс-формы должны быть закругленные и гладкие.
Идеальная ширина пресс-формы:
2 х толщ. защитной пленки + диаметр штампа +15 мм
Минимальная длина согнутой стороны должна в 5 раз превышать толщину материала.
Крепление панелей DIBOND возможно производить с помощью обычных клепок и стандартного оборудования, предназначенного для этих целей. При внешней отделке с использованием данного способа крепления необходимо принимать во внимание расширение панелей под воздействием окружающей среды.
Важно: перед заклепыванием снять защитную пленку с панели.
Данный тип крепления, возможно, производить с помощью обычных винтов, предназначенных для работы с листовым металлом или деревом. При внешней отделке также необходимо учитывать расширение панелей под воздействием окружающей среды.
Важно: перед креплением снять защитную пленку с панели.

Допускается сварка панелей DIBOND горячим воздухом. Пластиковую вставку и пластиковый шнур необходимо вначале разогреть, а затем приступать к сварке с помощью приспособлений для сварки горячим воздухом, рекомендуется использовать мягкий полиэтиленовый шнур типа 1800-h черного цвета, диаметр 3-4мм.
Условия работы:
Температура сварки: 265°С
Скорость сварки: 50-80 см/мин

Осуществляется, как правило, с помощью обычных клеев для металла. Склеивание производится по внутренней (рабочей) поверхности панели. Для отделки внутри помещения используется двусторонняя клеящая лента.
Панели Dibond стандартных цветов подходят для печати. Но необходимо принимать во внимание, что не все типографские краски подходят для этих целей. Некоторые краски имеют низкую силу сцепления с поверхностью панелей и, как результат, плохую устойчивость к ультрафиолетовому излучению и погодным условиям. Таким образом, предварительное тестирование красок на сцепление с поверхностью панелей является обязательным. С целью повышения устойчивости печати к механическим и химическим повреждениям, рекомендуется нанесение прозрачного слоя, полностью совместимого с типографской краской. Те же условия необходимо соблюдать и при нанесении печати на панели Dibond с анодированной обработкой поверхности.
Листы Dibond режутся гильотиной. Однако небольшого вытягивания алюминия на внутренней поверхности трудно избежать из-за вискозо-эластичной пластиковой вставки. При резке, крепление материала осуществляется демпфирующими резиновыми прокладками, не повреждающими поверхность листа.

Отверстия в панелях Dibond любой толщины пробиваются на пробивных станках обычного типа. При данном методе обработки также возможно некоторое вытягивание алюминиевого покрытия.
Регулярный уход за панелями позволяет сохранить их эстетический вид благодаря удалению пыли и агрессивных налетов.
Частота очищения напрямую зависит от условий окружающей среды и загрязнения панелей. Очищение можно производить как вручную, так и с помощью специального оборудования. Очищение панелей необходимо производить с помощью мягкой губки. Избегайте применения щелочных очистителей, таких как гидроксид калия, каустическая сода или карбонат натрия, а также средств глубокой очистки и т.д.
Не рекомендуется производить очистку горячих панелей (>40оС), так как быстрое высыхание панелей ведет к повреждению поверхности.